你好!欢迎进入扬州市贝斯特电器有限公司!
联系人:
姜总
13338122657
13338122656
首 页
公司简介
产品中心
实力展示
工程案例
新闻中心
联系我们
贝斯特 ·
产品展示
始建于1978年,丰富的生产技术经验,品质有保证
密集型母线槽
35KV管型母线
20KV管型母线
10KV绝缘管母线
10KV绝缘管母线
10KV半绝缘管母线
了解更多 +
贝斯特 ·
企业优势
始建于1978年,丰富的生产技术经验,品质有保证
01
实力源头工厂
强大技术实力支持 多年生产经验
02
产品品种多 规格全
一站式配套服务 诚信经营
03
质量品控 质检严格
质量可靠、性能优异,出厂检验严格
04
可定制产品方案
满足客户多样需求,满意为止
贝斯特 ·
工程案例
始建于1978年,丰富的生产技术经验,品质有保证
天津密集型母线槽
查看更多
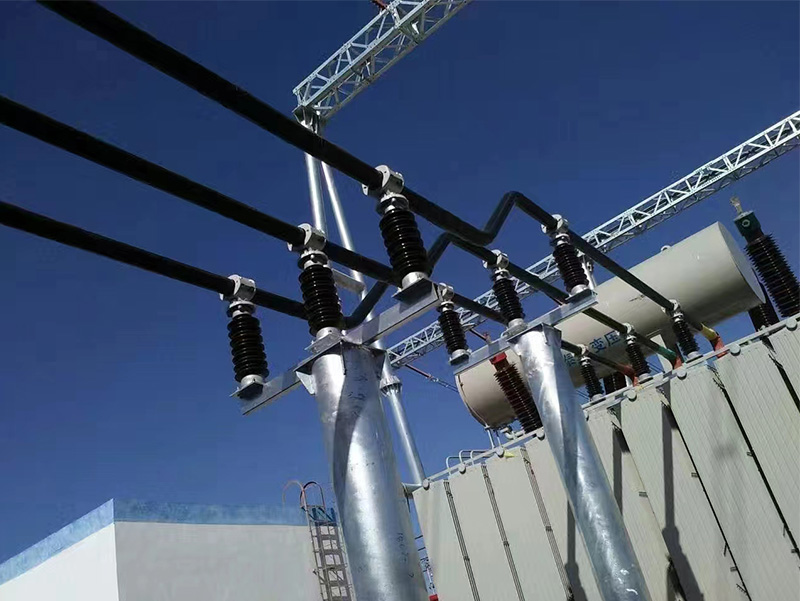
35KV全绝缘铜管母线(内蒙包头)
查看更多
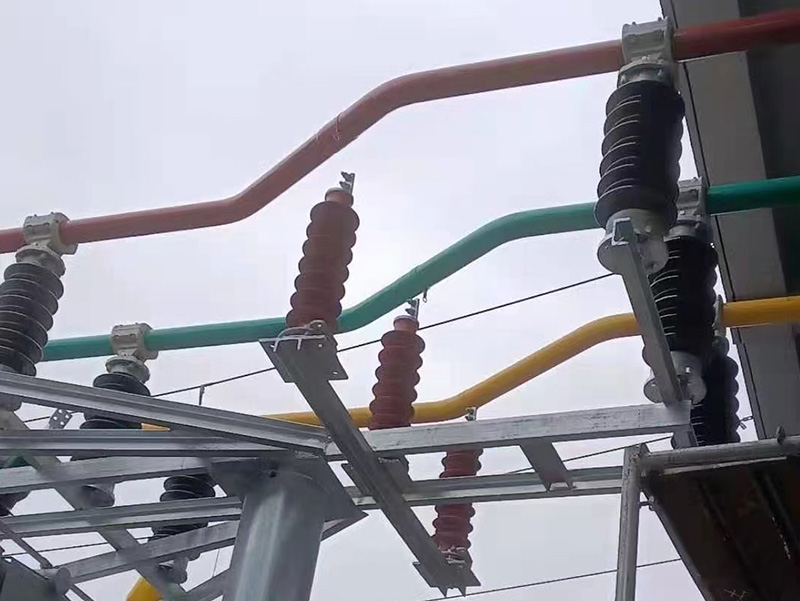
管型母线安装现场
查看更多
管型母线安装现场
查看更多
管型母线安装现场
查看更多
管型母线安装现场
查看更多
贝斯特 ·
关于我们
较早具有独立研发设计生产制造的实力厂家之一
扬州市贝斯特电器有限公司
扬州市贝斯特电器有限公司位于古老的京杭大运河东侧,G2京沪高速江苏段的界首、宝应出入口以及与G2京沪高速东侧平行的S233省道安大公路直通公司所在地——扬州市宝应鲁垛工业区,收箔管,母线槽,滑触线,母线槽厂家,滑触线厂家交通十分便捷。公司始建于1978年,前身为江苏省宝应县电子仪器厂,占地面积40000余平方米。公司拥有固定资产4000余万元,置有移动供电产品——滑触线,固定供电产品——母线干线系......
1978
公司始建于1978年
40000
占地面积4万余平方米
4000
拥有固定资产4000余万元
1000
已服务客户1000多家
营业执照
+
检验报告
+
检验报告
+
产品认证证书
+
产品认证证书
+
产品认证证书
+
贝斯特 ·
新闻资讯
及时关注行业资讯,获取更多产品信息
绝缘管型母线生产作业指导书
date:2024-04-07
MORE+
环氧树脂真空浸渍浇注管型母线工艺流程
date:2024-04-07
一、 导体精加工1、 材料选用:从仓库领出经入厂检验合格的铜管,并核验外径、壁厚尺寸无误。2、 导体锯切:对照图纸编号选择裁切方案,充分利用库存规格,避免浪费。锯切完成的,在表面写上相应的编号,用毛刷掏干净铜管内的铜屑。3、 终端头焊接:焊接前将铜管端头用坡口机坡口(45°),用酒精清洁端部,将由本公司车削加工中心预制的终端头内衬部分插入铜管端部,采用热熔焊接方式将终端头与铜管完整焊接,焊接完成打磨抛光焊接点后进行X光探伤检测。4、 粘接法兰:按照不同规格铜管的要求在适当的位置粘接法兰,在粘接部位铜管表面打磨出50mm宽的毛糙面,并用无水酒精擦拭干净毛糙面的灰层和毛屑后涂敷粘接AB胶,法兰胶固化后将多余的胶打磨掉,以不影响紧固浇注嘴为准。5、 导体煨弯:对照图纸,在数控弯管机上对导体进行煨弯,弯管后复核弯管尺寸,长度误差≤2mm,角度误差≤0.5°,煨弯完成后,对导体表面进行去毛刺和氧化层的打磨处理,用无水酒精擦除表面毛屑后进入净化车间进行下道工序。二、 浸渍纸绕包1、 绝缘皱纹纸和半导体皱纹纸分开放在不同的洁净容器内,防止混装造成绝缘纸被半导纸污染(导电颗粒摩擦掉落至绝缘皱纹纸内)。2、 将导体在工装支架上悬空支撑,绕包前再次清洁导体表面。3、 由经过岗前培训的操作人员进行绕包作业,按照相应项目的绕包工艺单列明的屏位尺寸、绕包厚度进行绕包(直线和单水平弯母线采用机械绕包,立体弯母线采用人工绕包),由专职生产过程检验质检员检查屏位是否准确、检查绕包松紧度和表面平整度。三、 外护套热缩及布带缠绕1、 根据电压等级、电流大小、母线编号选择正确的热缩套管。2、 根据母线形状制定热缩管裁剪余量,一根母线必须采用整段连续长的热缩套管。3、 套好热缩管后进行热缩,留下距离法兰500mm左右的距离暂不热缩,趁热缠绕热缩布袋,热缩布带按照2/3搭接,检查是否有漏缠。待微凉后码回未经热缩的套管,露出法兰在法兰上安装注胶嘴后补打法兰胶(138/998胶组)。在法兰胶未固化前把热缩管抻出来进行热缩,缠绕布带,上喉箍,连接三通。在布带表面标注母线编号。四、 真空浇注1、 一批次母线外护套热缩并布带缠绕完成后,放入热风循环固化烘箱进行抽真空及注浇注料管线连接,进出料管线需与母线编号一致,进料端管线需在炉内卡死,防止水分蒸发到炉外。2、 常温至105℃升温,固胶,干燥水分,此过程设定为240分钟(4小时)。3、 保持105℃,并对母线皱纹纸层间进行干燥、抽真空,持续1800分钟(30小时)。该过程先启动冷水机,然后启动旋片泵,观察真空度,60分钟内真空度达不到2000Pa以内,则需检查漏点,排除故障。300分钟内真空度将达到1000Pa以内,则基本排除漏点存在的可能。从升温开始1200分钟后,真空度应达到300Pa以内,此时需紧固一次母线的法兰抱箍,同时可以对母线进料端进行抽真空,当母线真空度维持在100-300Pa之间时,无需启动罗茨泵,在第二个工作日下班前对环氧树脂进行预热,为第二天拌料做准备,注意观察预混缶内料的数量,保证满足相应母线的浇注用量。4、 炉温从105℃降至65℃,在65℃时进行恒温浇注操作,浇注的时间段时长不固定,以全部产品完全浸渍饱和为目标,一般时长不超过600分钟(10小时),否则进料端环氧树脂由于长时间处于室温状态,粘稠度变大,浸渍过程将变得非常缓慢。5、 浇注好的母线静置大约40分钟左右,以利于皱纹纸完全吸收,然后进行二次给料,先开进料阀,后松出料端卡箍,待出料端树脂料进入料杯50mm以上高度时,用卡箍卡死出料管,然后关闭所对应的进料阀门。待一炉内所有的母线都浇注完成后,,关闭出料阀,并注意检查每个出料阀都处于完全闭合状态,防止排放压力容器中的树脂料时空气进入母线内部,造成产品损坏。6、 以上工作完成后,关闭预混料缶的加热,再关掉真空机组以及冷水机,打开本烘箱管道上所有没有接产品的阀门,排净管道和料杯内的负压,然后关掉有料料杯的阀门,取下所有出料管上的卡箍,母线浇注完成。7、 排出进料端管路中环氧树脂和固化剂混合后的余料,利用负压吸入清洗液对管路进行清洗,清洗至管路中无混合好的树脂料残留。8、 启动烘箱的风机和加热按钮,注意先后顺序并确认此时段为程序设定的第5阶段,这一阶梯为65℃至130℃的升温过程,时长为1080分钟(18小时),此阶段为环氧树脂固化阶段,应严格控制温度时间曲线,固化时间和温度达不到要求或超过要求都可能导致绝缘结构不稳定,环氧树脂机械强度降低,因此如有停电通知要及早通知到生产部门,此阶段如长时间停电,则产品基本上全部作废。9、 当温度升至130℃时,应恒温持续840分钟(14小时),此时段为绝缘料的纤维化过程,只要不停电,不用特别关注。10、 降温固化过程,此时段设定温度为130℃至30℃,时长为480分钟(8小时),温度缓降可以保证增加产品的硬度以及绝缘层的机械强度。11、 再在常温下进行冷却,冷却完成后移出烘箱,在经过拆除热缩布带,引出接地线,打磨终端头并镀银等一系列工序后,进行电气性能检测。检测合格产品张贴产品标签和合格证后进行打包,打包完成后放至待发货区。特别说明:以上工艺流程的主要生产部件全部由本公司自主加工制造,并对浇注法兰进行了绝缘化改进(采用环氧树脂板车削法兰),在导体与金属屏蔽端间形成阶梯式爬电面,增加母线端部对接地屏蔽的爬电距离,从而提升母线整体的绝缘性能。
MORE+
全绝缘管母线煨弯生产作业指导书
date:2024-04-07
MORE+
全绝缘管母线生产工艺.png
date:2024-04-07
MORE+
版权所有:扬州市贝斯特电器有限公司 备案号:
苏ICP备16023036号-17
技术支持:青峰网络